
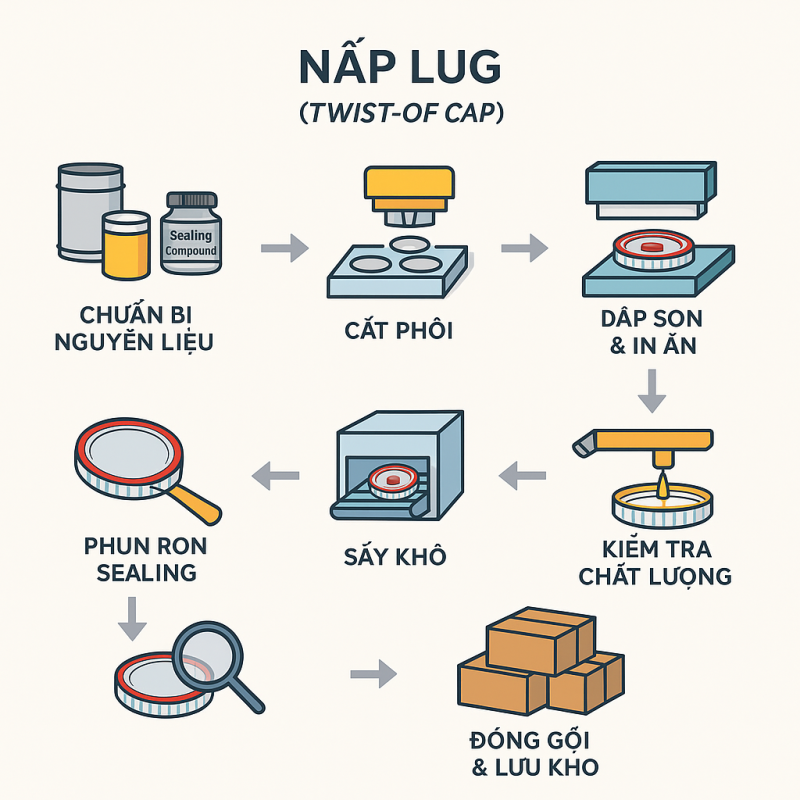
🏭 QUY TRÌNH SẢN XUẤT NẮP LUG (TWIST-OFF)
🔹 1. Chuẩn bị nguyên liệu
-
Thép tấm mạ thiếc (tinplate): vật liệu chính để dập thành nắp
-
Sơn phủ (coating):
-
Sơn mặt ngoài (màu sắc, bảo vệ kim loại)
-
Sơn mặt trong (phù hợp thực phẩm – thường là sơn epoxy, BPA-NI)
-
-
Ron sealing compound (nhựa mềm): giúp nắp kín hơi khi đóng
🔹 2. Cắt phôi
-
Tấm thiếc được đưa vào máy cắt phôi để tạo các miếng tròn (phôi nắp) đúng kích thước (ví dụ: 38mm, 63mm, 82mm…).
🔹 3. Dập tạo hình nắp
-
Phôi tròn được đưa vào máy dập định hình:
-
Ép tạo thành hình nắp có gờ và rãnh xoắn (lug)
-
Phần lug này chính là điểm móc để vặn nắp lên hũ/chai
-
🔹 4. Phủ sơn & in ấn
-
In offset lên mặt ngoài để in logo/thương hiệu theo thiết kế
-
Sau đó, phủ lớp sơn bảo vệ bên trong và ngoài
-
Bên ngoài: chống gỉ, tăng thẩm mỹ
-
Bên trong: tiếp xúc thực phẩm, chống ăn mòn
-
🔹 5. Sấy khô
-
Nắp được đưa vào lò sấy để làm khô sơn và định hình hoàn chỉnh
🔹 6. Phun ron sealing (chất làm kín)
-
Bên trong nắp được phun hoặc ép ron nhựa mềm (PVC, plastisol, hoặc compound)
-
Đây là phần quan trọng giúp nắp kín hơi, chịu nhiệt, đặc biệt là khi tiệt trùng (pasteurization)
🔹 7. Kiểm tra chất lượng
-
Kiểm tra bằng máy hoặc thủ công:
-
Hình dạng nắp
-
Độ bám sơn/in
-
Lớp ron có đều không
-
Kiểm tra khả năng vặn, độ kín
-
🔹 8. Đóng gói & lưu kho
-
Nắp đạt chuẩn được đóng bao nilon, hút chân không hoặc xếp khay carton
-
Bảo quản trong kho khô ráo, tránh ẩm và bụi
📌 Ghi chú thêm:
-
Nắp lug thường có 3–6 rãnh xoắn, phù hợp với các loại lọ thủy tinh có ren lug tương ứng
-
Các kích thước phổ biến: 38mm, 43mm, 53mm, 63mm, 70mm, 82mm,…
-
Một số nắp còn có chức năng “POP-UP” để kiểm tra nắp đã mở hay chưa (nút lồi/lõm)